Production

Step 1: rolling out the backing
At the start of the production process, the abrasive backing is supplied on a jumbo roll in a width of between 1450 and 1950 mm. Depending on the thickness of the backing, the supplied rolls comprise between 1500 and 5000 continuous metres of material. Thanks to double rolling, backings can be continuously fed without interruption to the production process. The backing reservoir serves as buffer, so that enough time is available for changing the roll without loss of speed at the end of a roll.
Step 2: printing the abrasive paper backing
The backing is printed using flexographic printing. The information printed on the paper backing of the coated abrasive contains important information, e.g. details of product name and grit size. Depending on the sanding application, safety or legally relevant information is also printed. Serial numbers ensure that the product can be retraced at any time.

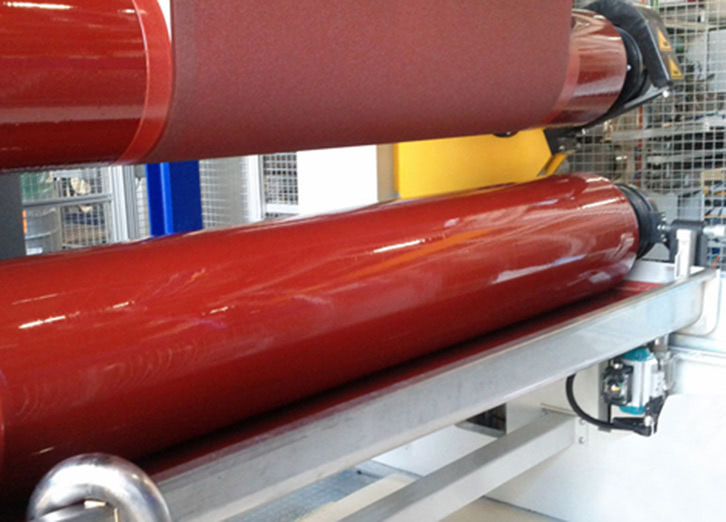
Step 3: base coat application
During automated operation, the binder resin is continuously dosed and applied across the entire production width. Production speed is 80 m/min. For this reason, the complete process must be adapted to this speed. Base coat feeding is checked several times to ensure that products maintain a consistently high level of quality.

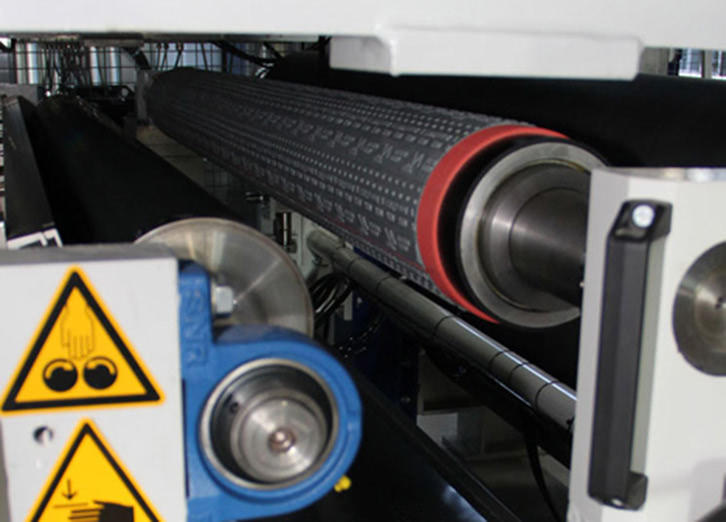
Step 4: grit coating
After the backing has been coated with base coat, it reaches the core abrasives production process of "electrostatic coating". The abrasive grit is transported on the grit belt to the "electrostatic field" which is charged at 90000 volts. Here the grit attaches itself to the passing scrim backing and adheres to the binder resin. This process takes place in a fully air conditioned environment.

Step 5: pre-drying kiln
In the first drying cycle the abrasive grits are provisionally fixed by drying the base coat. Depending on the formula, the abrasive remains in the pre-drying kiln for approximately 90 minutes.
Step 6: size coat application
The size coat is applied in the over-glueing machine. The abrasive grits are thereby fixed permanently to the backing. Integration of the abrasive grit is crucial to the quality of the abrasive. Depending on product requirements, the abrasive can also be stained for easier differentiation. Additives such as stearates or coolant are also admixed at this stage.

Step 7: size coat kiln
The abrasive is baked for approx. 120 minutes in a second drying kiln to ensure optimal curing.
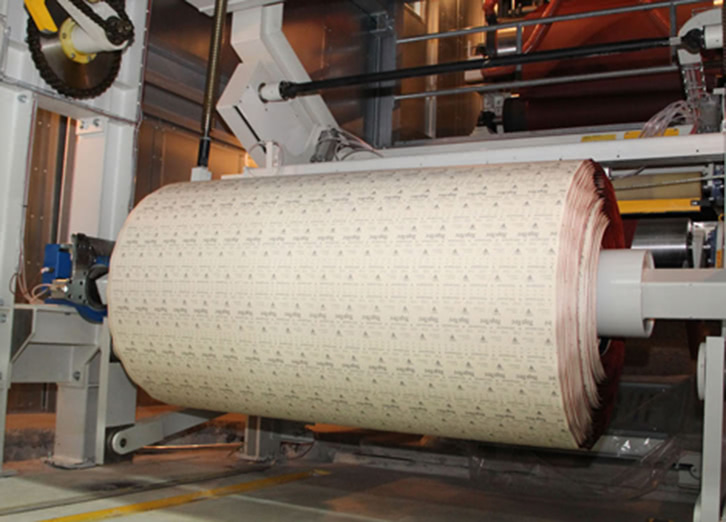
Step 8: rolling up the jumbo roll
The abrasive is now rolled up at a constant temperature of up to 100 °C. The finished jumbo rolls carry up to 3000 continuous metres of abrasive, which is now completely post-cured in a jumbo setting kiln for several hours. After the abrasive has cured completely, the jumbo rolls reach the post-processing stage. Here the abrasive is rolled out again and then broken, flexed and moistened. After this, the finished jumbos are brought by truck to the manufacturing facility.