在生产流程开始时,在1450至1950 mm宽幅的滚筒上提供一个背基。滚筒包含1500至5000米的连续生产材料,具体视背基厚度而定。此过程采用双合轧制,可在不中断生产的情况下连续不断地提供背基。以背基容器作为缓冲器,在不影响滚筒末端速度的情况下有充裕的时间置换滚筒。
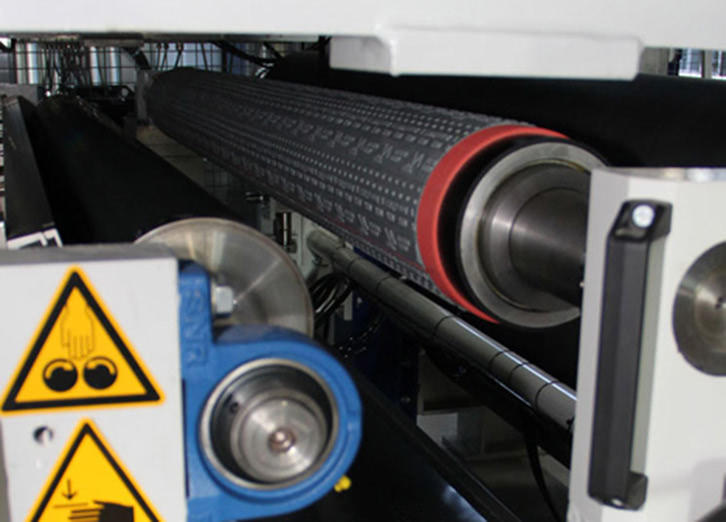
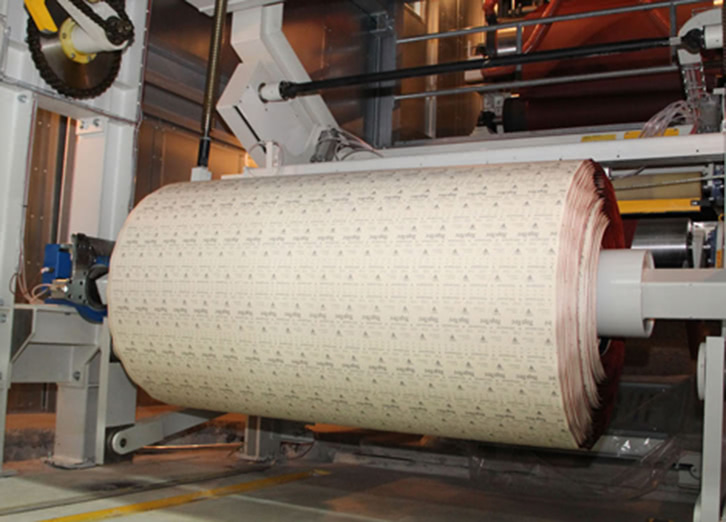
背基采用柔性版印刷。重要信息被印刷在背基上,如产品名称和粒度号。根据具体应用,安全或法律信息也会被印刷在背基上。序列号保证了产品可被随时追溯。
在自动化生产中,底胶被连续供给到整个生产宽度。生产速度为80 m/min,生产流程必须基于此速度进行调整。在生产过程中多次检查底胶供给,以确保产品保持一致的高质量水准。
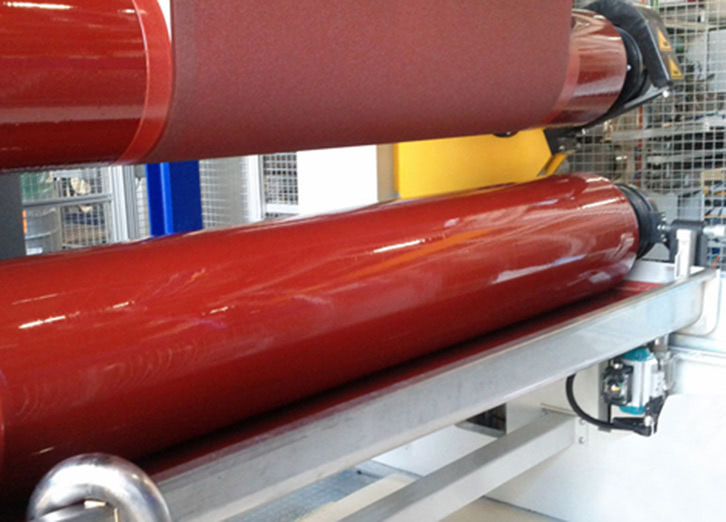
背基涂附底胶后,便进入核心生产流程,即“静电植砂”。磨料通过90000伏电压的“静电场”被传送至砂带。磨料被传送至背基并依附在底胶上。整个过程均发生在空调环境中。
在第一轮干燥循环中,通过干燥底胶将磨料临时固定。根据工艺配方,磨料在此干燥环境中停留大约90分钟。
这一过程发生在过涂胶机中。磨料与背基被永久固定。结合磨料对于研磨产品的质量尤为关键。根据产品要求,磨料也可以着色,以便区分。硬脂酸盐或冷却剂之类的添加剂也是在此阶段添加混合。
磨料在第二轮干燥循环中烧制大约120分钟以确保固化。
磨料现在在100°C的恒温下被卷起。完成的大卷包含了长达3000米的磨料,现在被完全放置于干燥窑中进行后固化。待磨料完全固化后,大卷便进入后处理阶段。大卷被再次铺开,然后折断、弯曲并打湿。之后,完成的大卷由卡车运送至制造设施。