
Adım 1: Ham kağıdın taşınması
Üretim sürecinin başında zımparanın tabanı, 1,450 ila 1,950 mm genişlikte bir büyük jumbo olarak teslim edilir. Taban kalınlığına bağlı olarak teslim edilen jumbolar 1.500 ile 5.000 metre arasındadır. Çift kattan oluşan bu kağıtlar, üretim kesintisi olmadan sürekli sevk edilebilirler. Tedarik sürecinde depo bir tampon görevi görür, bu sayede üretimde aksaklığın yaşanmaması için makara değişimi için yeterli zaman elde edilir.
Adım 2: Arka yüzeye ürün bilgisinin damgalanması
Fleksografik baskı yapılır. Kaplamalı zımpara ürünlerinin arkasındaki basılı bilgiler,ürün açıklaması ve kum kalınlığıyla ilgili önemli bilgiler verir. Zımpara uygulamasına bağlı olarak güvenliğe yönelik veya kanuni uyarılar da basılır. Fabrika numaraları, ürünün her zaman izlenebilir olmasını sağlar.

Adım 3: Birleştirici malzemelerin uygulanması
Otomatik işletimde düzenli olarak bağlayıcı madde dozajlaması yapılır ve tüm üretim sürecine yayılır. Üretim hızı "80 m/dk" dır. Bu nedenle bütün süreç bu hız değerine göre düzenlenmelidir. Birleştirici malzemelerin uygulanması birkaç defa kontrol edilir ve her zaman sabit kalitede üretim yapılması sağlanır.

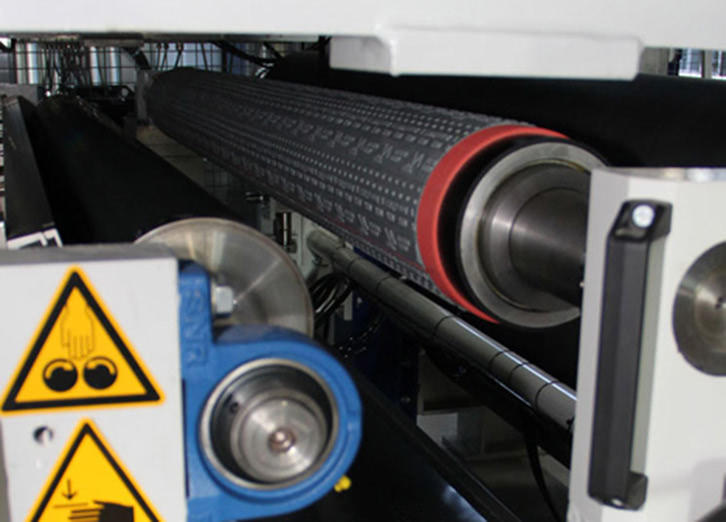
Adım 4: Kumlama
Taban reçine ile kaplandıktan sonra zımpara üretiminin kilit adımı, „Elektrostatik kumlama“ yöntemine geçilir. Aşındırıcı kumlar, kum bandına (elektrostatik alana) aktarılır, burada 90.000 Volt yük mevcuttur ve kumlar işleme tabi tutulur. Burada kumlar taşıyıcı malzemeye aktarılır ve bağlayıcı maddeye yapışır. Bu işlem, uygun oda sıcaklığında gerçekleştirilmektedir.

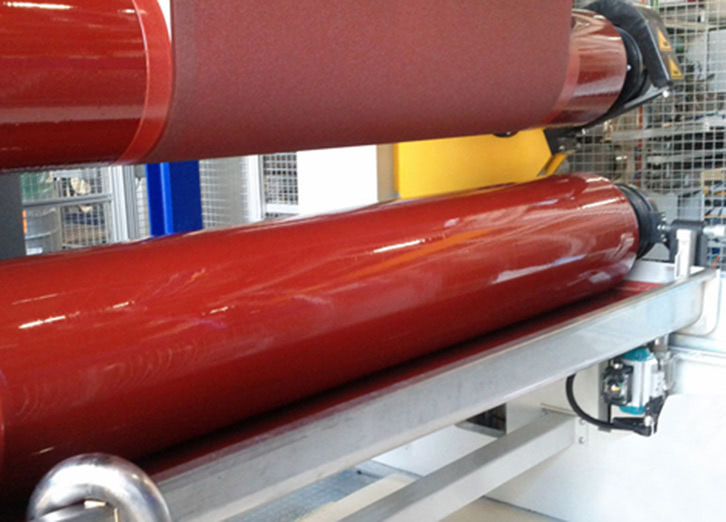
Adım 6: Üst kaplama uygulaması
Üst tutkallama makinesinde üst kaplama yerleştirilir. Böylece, aşındırıcı kumlar nihai olarak tabana sabitlenir. Zımparanın mineral yapısı, zımparanın kalitesinde çok önemli bir rol oynar. Ürün talebine bağlı olarak zımpara malzemesi bu proses adımında boyanabilir, bu sayede daha iyi ayırt edilmesi sağlanır. Stearat veya soğutucu maddeler (seramik) bu adımda ilave edilir.

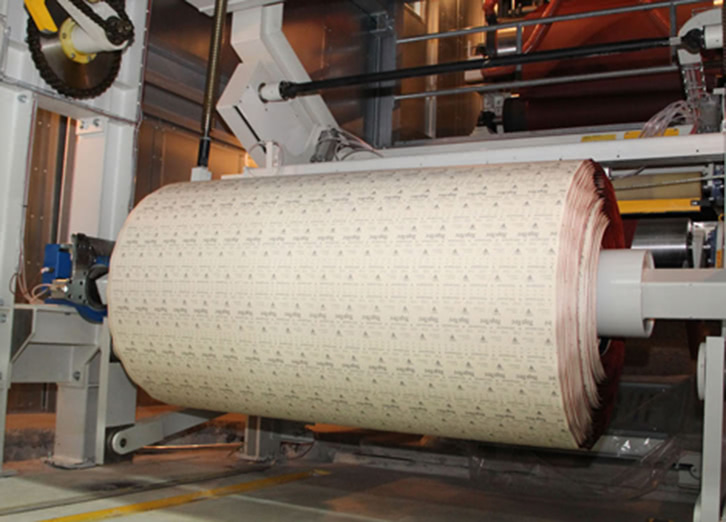
Adım 8: Jumbo haline getirme
Bu aşamada jumbo rulo, 100 °C'ye varan sabit bir sıcaklıkta sarılır. Tamamlanan jumbo rulolar 3.000 metreye varan uzunlukta zımpara içerir. Bu malzeme büyük fırınlarda birkaç saat boyunca tamamen sertleşene kadar fırınlanır. Bu aşama sonrasında jumbo rulolar sonraki işleme geçerler. Bu aşamada zımpara tekrar açılır, esnetilir ve nemlendirilir. Bu işlemlerin ardından jumbo rulolar konfeksiyon sahasına yollanmaktadır.