Produktion

Schritt 1, Abrollen der Unterlage
Am Anfang des Produktionsprozesses wird die Schleifmittelunterlage auf einer Jumborolle in einer Breite von 1.450 bis 1.950 mm angeliefert. Je nach Unterlagendicke umfassen die angelieferten Rollen zwischen 1.500 und 5.000 laufenden Metern. Dank einer Doppelabrollung können die Unterlagen ohne Produktionsunterbrechung kontinuierlich zugeführt werden. Der Unterlagenspeicher fungiert als Puffer, so dass bei Rollenende ohne Geschwindigkeitsverlust genügend Zeit für den Rollenwechsel zur Verfügung steht.
Schritt 2, Bedrucken der Schleifmittelrückseite
Gedruckt wird im Flexodruck. Die aufgedruckten Informationen auf der Rückseite der flexiblen Schleifmittel geben wichtige Auskünfte, zum Beispiel bezüglich Produktbezeichnung und Korngrösse. Je nach Schleifanwendung werden auch sicherheits- oder gesetzesrelevante Hinweise aufgedruckt. Fabrikationsnummern stellen sicher, dass das jeweilige Produkt jederzeit rückverfolgbar bleibt.

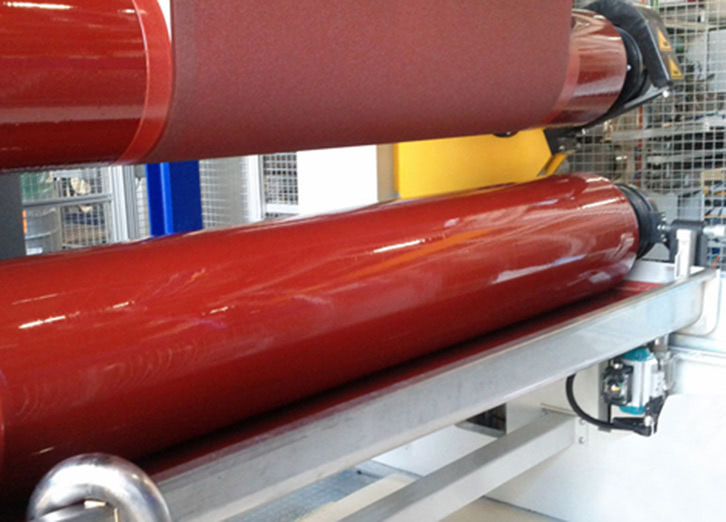
Schritt 3, Grundbinderauftrag
Im automatischen Betrieb wird das Bindemittel kontinuierlich dosiert und über die ganze Produktionsbreite aufgetragen. Die Fertigungsgeschwindigkeit beträgt 80 m/min. Daher muss der komplette Prozess auf diese Geschwindigkeit abgestimmt sein. Die Zufuhr des Grundbinders wird mehrfach kontrolliert, so dass stets in konstanter Qualität produziert werden kann.

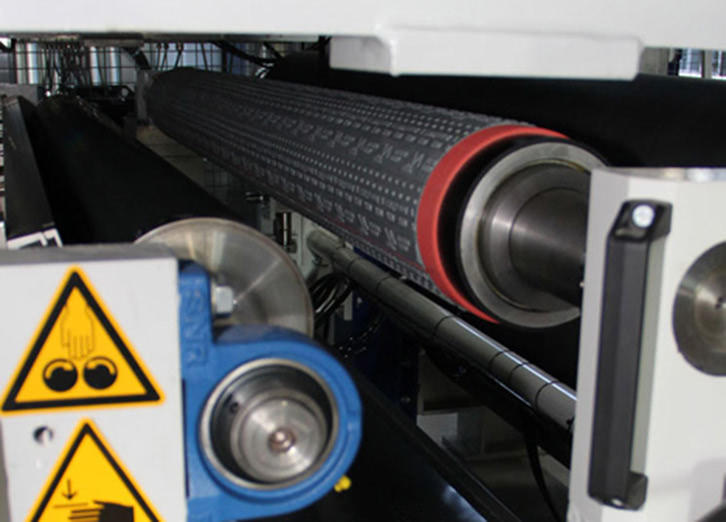
Schritt 4, Kornstreuung
Nachdem die Unterlage mit dem Grundbinder beschichtet ist, gelangt sie zum Herzstück der Schleifmittelherstellung, der „elektrostatischen Streuung“. Auf dem Kornband wird das Schleifkorn zum „elektrostatischen Feld“ transportiert, welches mit 90.000 Volt geladen ist. Dort springt das Korn auf das vorbeifahrende Trägermaterial und bleibt im Bindemittel hängen. Dieser Prozess findet in einer vollklimatisierten Umgebung statt.

Schritt 5, Vortrockenofen
Im ersten Trockengang werden die Schleifkörner durch Antrocknung des Grundbinders grob fixiert. Das Schleifmittel verbleibt je nach Rezeptur ungefähr 90 Minuten im Vortrockenofen.
Schritt 6, Deckbinderauftrag
In der Überleimmaschine wird der Deckbinder aufgetragen. Die Schleifkörner werden dadurch final auf der Unterlage fixiert. Das Einbinden des Schleifkorns stellt einen sehr wichtigen Beitrag für die Qualität des Schleifmittels dar. Je nach Produktanforderung kann das Schleifmittel in diesem Prozessschritt auch mit Farbe eingefärbt werden, um eine bessere Differenzierbarkeit zu gewährleisten. Zusatzstoffe wie zum Beispiel Stearate oder Kühlmittel werden in diesem Schritt ebenfalls beigegeben.

Schritt 7, Deckbinderofen
Im zweiten Trockenofen wird das Schleifmittel ca. 120 Minuten gebacken, um eine optimale Aushärtung zu erzielen.
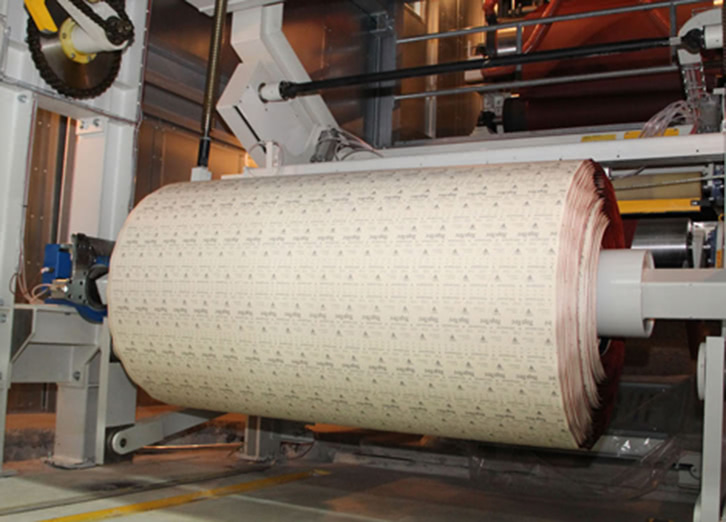
Schritt 8, Aufrollung der Jumborolle
Nun wird das Schleifmittel bei einer konstanten Temperatur von bis zu 100 °C aufgerollt. Die fertigen Jumborollen fassen bis zu 3.000 Laufmeter Schleifmittel, die nun im Jumboeinstellofen während einiger Stunden vollständig nachgehärtet werden. Nach der Aushärtung gelangen die Jumborollen in die Nachbearbeitung. Dort wird das Schleifmittel nochmals abgerollt und gebrochen, geflext und befeuchtet. Anschliessend können die Jumbos mit dem Lastwagen in die Konfektion gebracht werden.