Flexible Schleifmittel
Flexible Schleifmittel von sia Abrasives sind vielseitig anwendbar, hoch effizient und millionenfach bewährt. Mit einem jährlichen Ausstoss von 35 Millionen Quadratmeter sind wir weltweit einer der wichtigsten Hersteller von flexiblen Schleifmitteln.
Herstellung
Unsere flexiblen Schleifmittel stehen für perfekte Oberflächen. Wie bei jedem Top-Produkt kommt es auch bei Schleifmitteln auf die richtigen Komponenten und den perfekten Aufbau an. Erfahren Sie hier, wie sie gefertigt werden:
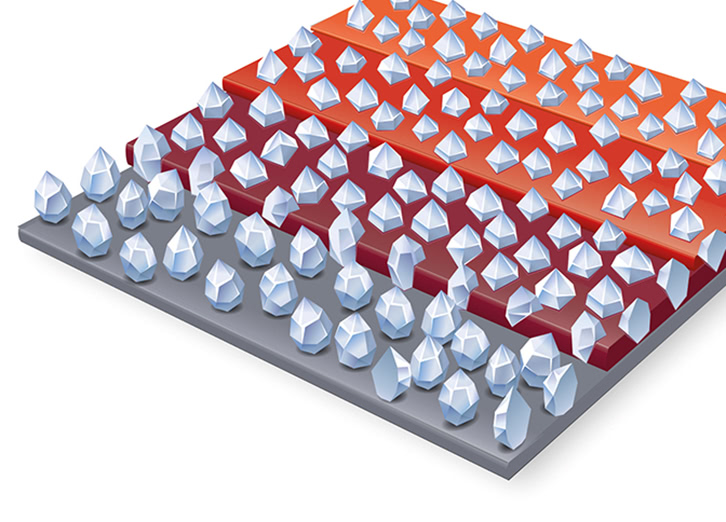
Schleifmittelaufbau
Unterlagen, Grundbinder, Schleifkorn, Deckbinder und zusätzlicher Auftrag – fünf Komponenten für eine perfekte Oberfläche.

Streuverfahren
Die richtige Verfahrenstechnik für die optimale Aufbringung des Schleifkorns auf die Unterlage.

Produktion
Ein hochkonstanter Herstellungsprozess produziert in acht Schritten unsere Premium-Produkte.
Konfektion
Konfektionieren durch Stanzen oder Lasern für die unterschiedlichsten Formen.

Formgebung durch Hochleistungsstanzen
Die Formgebung erfolgt hier mit Schneidemessern unter Verwendung einer Jochstanze. Mit Hochleistungsstanzen werden einfachere Formen konfektioniert. Bei der Stanze kommen präzise Werkzeuge mit Hartmetallstempeln zum Einsatz, wobei pro Hub mehrere Formen gleichzeitig gestanzt werden können. Dies setzt hohe Anforderungen an die Genauigkeit bei Werkzeug und Stanze voraus.
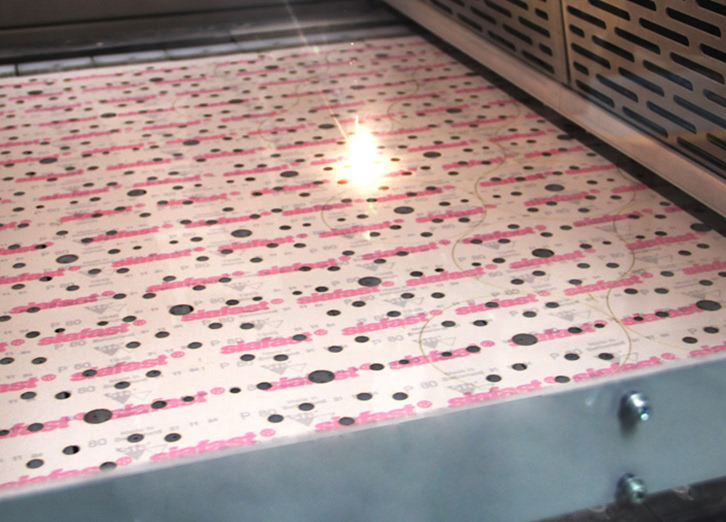
Formgebung durch Lasertechnik
Der Einsatz der Lasertechnik bei der Schleifmittelkonfektionierung erlaubt es, Schleifscheiben mit sehr kleinen Löchern und einer grossen Lochanzahl je Scheibe herzustellen. Diese Technik kommt heute besonders bei der Herstellung von Multiloch-Schleifscheiben zum Einsatz. Das Lochbild der FiboTec Scheiben sorgt für eine verbesserte Staubabsaugung, ein deutlich reduziertes Verstopfen und damit für eine längere Lebensdauer des Schleifmittels.