
Fase 1: srotolamento del supporto
All’inizio del processo di produzione, il supporto dell’abrasivo viene fornito in un grande rotolo Jumbo, largo fra i 1.450 e i 1.950 mm. In base allo spessore del supporto, i rotoli consegnati contengono dai 1.500 ai 5.000 metri lineari. Il doppio srotolamento consente l’alimentazione continua dei supporti, senza interruzioni della produzione. Il sistema di accumulo dei rotoli, fungendo da tampone, consente di ottenere un tempo sufficiente per il cambio del rotolo, senza ridurre la velocità.
Fase 2: stampa del retro del supporto
La stampa avviene con tecnica flessografica. Le informazioni stampate sul retro degli abrasivi flessibili forniscono importanti indicazioni, ad esempio riguardo alla denominazione del prodotto o alla granulometria. In base all’applicazione di levigatura, vengono riportate anche avvertenze di sicurezza o di carattere legale. I serial number garantiscono la tracciabilità del prodotto in qualsiasi momento.

Fase 3: applicazione del legante di base
Durante le operazioni automatizzate, il legante viene dosato in modo continuo e applicato sull’intera larghezza di produzione. La velocità di produzione è di 80 m/min: l’intero processo deve essere perciò armonizzato a tale velocità. L’applicazione del legante di base viene controllata più volte, per garantire sempre una qualità costante dei prodotti.

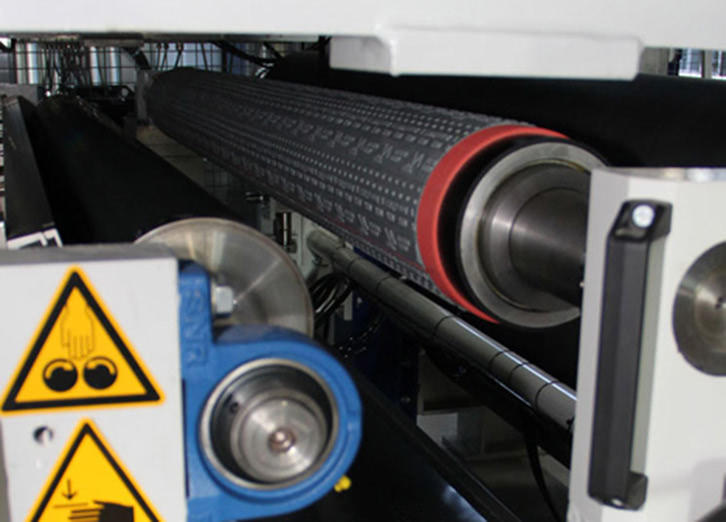
Fase 4: cosparsione della grana
Quando il supporto è stato rivestito con il legante di base, arriva al cuore della produzione degli abrasivi, ovvero la "cosparsione elettrostatica". Per mezzo di un nastro trasportatore, la grana abrasiva entra nel "campo elettrostatico", caricato a 90.000 volt: qui, la grana viene attratta sul supporto in avanzamento, aderendo, così, al legante di base. Tale processo avviene in un ambiente interamente climatizzato.

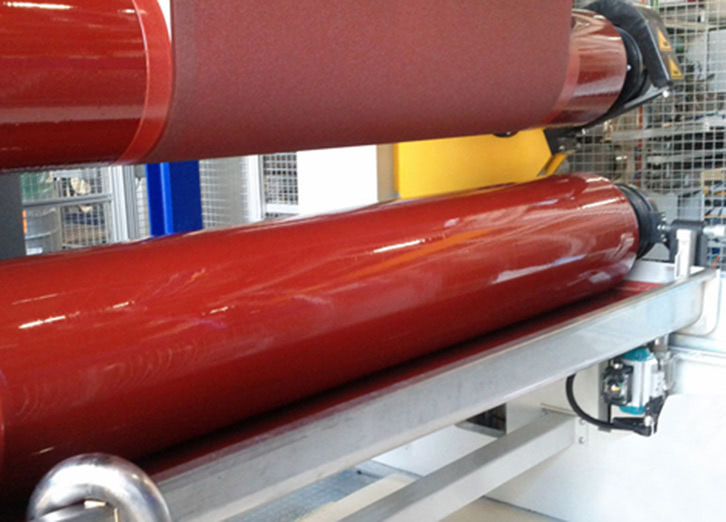
Fase 6: applicazione del legante di copertura
In questa fase una macchina applica il legante di copertura. Con tale procedura, i grani abrasivi vengono fissati definitivamente al supporto. L’incorporazione della grana abrasiva contribuisce in misura determinante alla qualità dell’abrasivo. In base ai requisiti del prodotto, in questa fase produttiva l’abrasivo può essere colorato, per una più facile differenziazione. Durante questa fase vengono inoltre aggiunti additivi, come ad esempio stearati o refrigeranti.

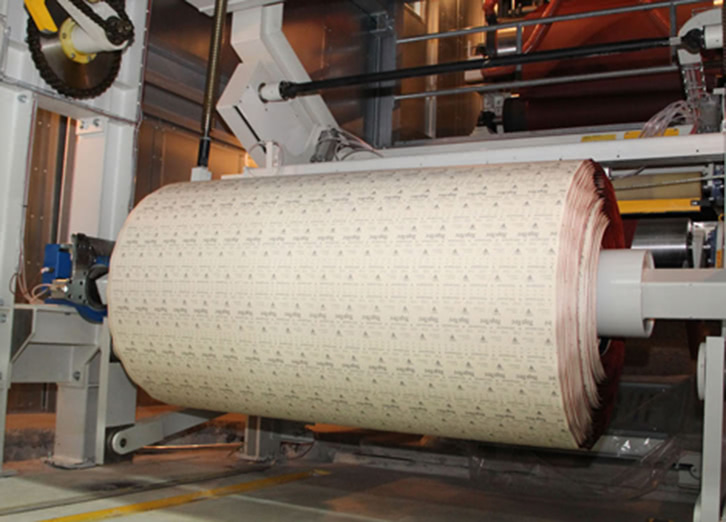
Fase 8: avvolgimento del rotolo Jumbo
L’abrasivo viene avvolto ad una temperatura costante, che può raggiungere i 100 °C. I rotoli Jumbo finiti contengono fino a 3.000 metri lineari di abrasivo, che verranno ulteriormente essiccati per alcune ore nell’apposito forno per Jumbo. Dopo l’essiccazione, i rotoli Jumbo passano alla rifinitura: in tale zona, l’abrasivo viene nuovamente srotolato, flessibilizzato e inumidito. Successivamente, i rotoli Jumbo possono essere trasportati su camion allo stabilimento produttivo.