
Étape 1 : Déroulage du support
Au début du processus de production arrive le support de l’abrasif, livré sur une bobine jumbo de 1 450 à 1 950 mm de large. Selon l’épaisseur du support, les bobines fournies contiennent entre 1 500 et 5 000 mètres linéaires. Grâce à une double station de déroulage, la chaîne de fabrication peut être alimentée en continu, sans interruption de la production. Faisant fonction de dispositif tampon, la double station permet de disposer de suffisamment de temps pour changer de bobine sans perte de vitesse.
Étape 2 : Impression du dos en papier de l’abrasif
L’impression se fait en flexographie. Les informations imprimées au dos de l’abrasif appliqué donnent des renseignements importants, comme la désignation du produit et la granulométrie. Y figurent également des informations légales ou de sécurité, en fonction de l’application de ponçage. Le numéro de fabrication assure la traçabilité du produit à tout moment.

Étape 3 : Application du liant de base
Le liant est dosé et appliqué sur toute la largeur de production. La vitesse de production est de 80 m/min. C’est pourquoi l’ensemble du processus doit se dérouler à cette vitesse. L’arrivée du liant de base est contrôlée plusieurs fois, afin que la production puisse toujours se faire avec une qualité constante.

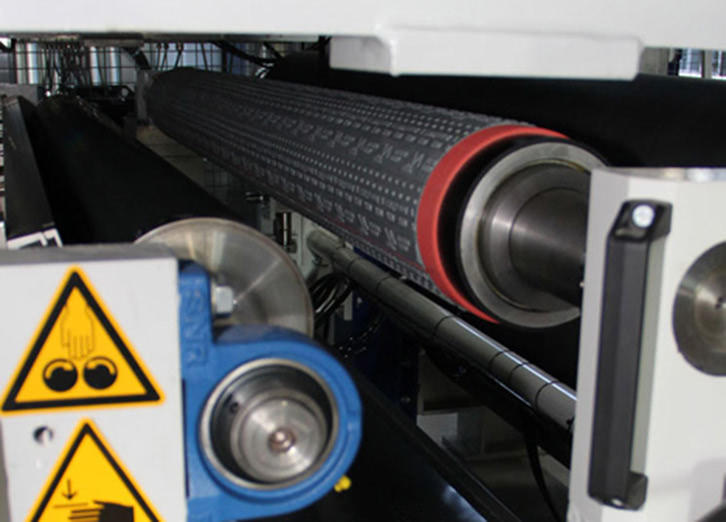
Étape 4 : Épandage des grains
Une fois le support revêtu du liant de base, il arrive à l’étape cruciale de la fabrication de l’abrasif : l’« épandage électrostatique ». Le grain abrasif est placé dans un champ électrostatique avec une charge de 90 000 V. Attirés, les grains migrent vers le support en mouvement et adhèrent au liant. Ce processus a lieu dans un espace entièrement climatisé.

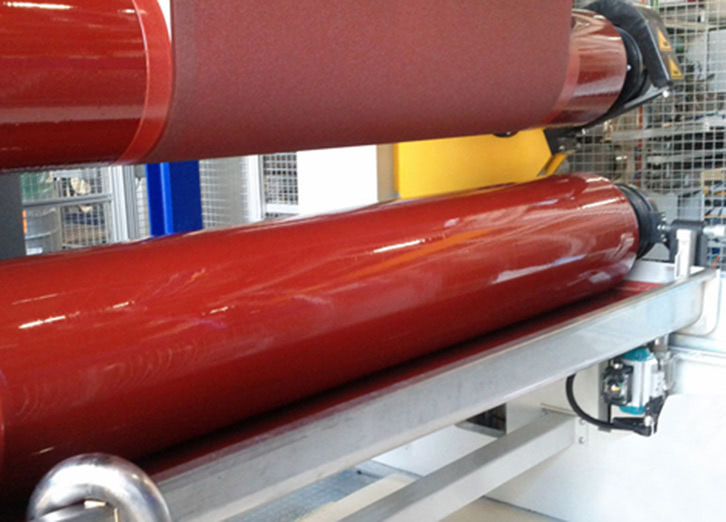
Étape 6 : Application du liant de couverture
Le liant de couverture est appliqué dans la machine de surcollage. C’est à ce moment que les grains abrasifs sont fixés de manière définitive au support. Le recouvrement des grains abrasifs joue un rôle capital dans la qualité finale de l’abrasif. Selon le produit voulu, l’abrasif peut être coloré durant cette phase du processus afin de permettre une meilleure différenciation. C’est lors de cette étape que sont ajoutés le stéarate ou l’agent refroidissant.

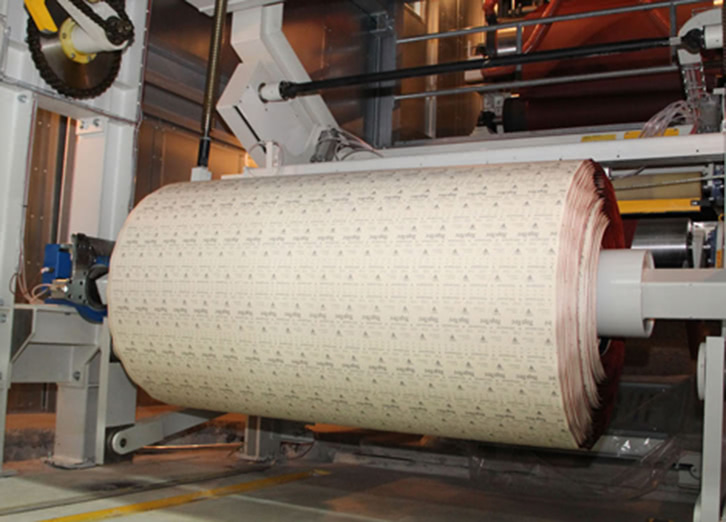
Étape 8 : Enroulage de la bobine
L’abrasif est ensuite enroulé à une température constante pouvant atteindre 100 °C. Les bobines jumbo finies (qui contiennent jusqu’à 3000 mètres linéaires d’abrasif) sont maintenant durcies quelques heures dans le four jumbo. Après le durcissement, les bobines sont acheminées vers la station de post-traitement où l’abrasif est encore une fois déroulé puis flexé (assoupli) et humidifié. Les rouleaux terminés sont ensuite transportés par camion pour la confection.