Types d’abrasifs
Nous sommes l’un des principaux fabricants mondiaux d’abrasifs de grande qualité et produisons des abrasifs dans une grande variété de formes, dimensions et caractéristiques.

Abrasifs appliqués
Abrasifs classiques sur un support flexible pour la préparation et le ponçage conventionnels de tous types de matériaux.

Abrasifs non tissés
Nous faisons la distinction pour nos produits non-tissés avec fibres haute performance revêtues entre les produits abrasifs 3D (abrasifs non-tissés) et les produits abrasifs 2D (abrasifs SCM).
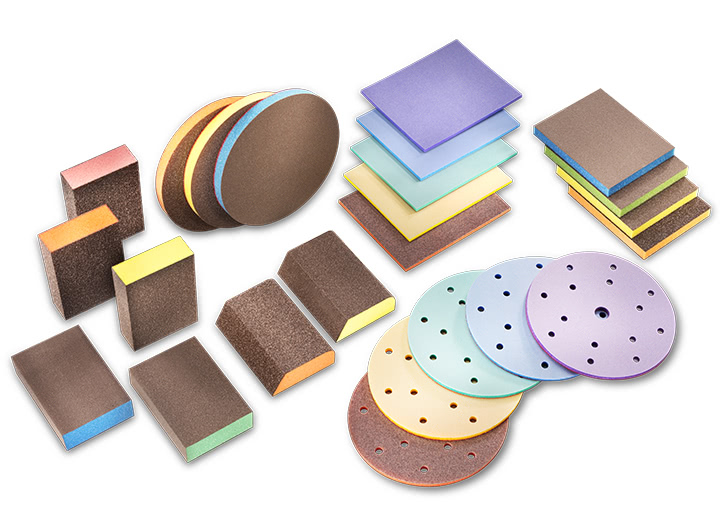
Abrasifs sur mousse
Les supports en mousse revêtus de grains abrasifs dans les formes et les degrés de dureté les plus divers offrent une adaptabilité maximale.

Abrasifs agglomérés
sia Abrasives propose des disques à tronçonner ayant une performance de coupe précise ainsi que des disques à ébarber performants pour les applications les plus diverses.